Vacuum vs. Venting in HPDC: Which Solves Gas Porosity?
Introduction: Gas Porosity – The Costliest Invisible Defect
In High-Pressure Die Casting (HPDC), gas porosity remains one of the most persistent and expensive quality issues. It directly affects:
- Structural integrity
- X-ray acceptance
- Pressure tightness
- Surface finish quality
- Heat-treatment stability
Gas porosity typically originates from:
- Air trapped in the cavity during high-speed filling
- Incomplete shot sleeve air evacuation
- Turbulent metal flow causing air entrapment
To manage HPDC air evacuation, foundries rely on two primary approaches:
- Passive Venting (chill vents die casting)
- Vacuum-Assisted Die Casting
The real question is not whether air must be removed — but how effectively and consistently it can be controlled in modern high-speed production.
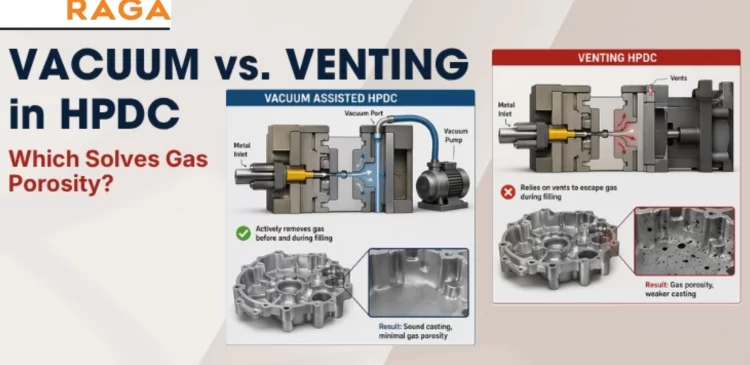
Chill Vents in Die Casting: The Passive Approach
Working Principle
Chill vents are precision-designed vent channels located at parting lines or overflow areas. During injection, molten aluminum pushes air through these narrow zig-zag channels.
The vent design ensures:
- Air escapes
- Metal rapidly solidifies inside the vent
- Flash formation is minimized
This system is entirely passive — it depends on injection pressure and metal velocity to displace air.
Advantages of Chill Vents
- Low capital investment
- No external equipment required
- Simple die integration
- Minimal mechanical components
For non-structural or thick-walled parts, chill vents can provide acceptable performance.
Technical Limitations
However, chill vents have inherent process constraints:
1. Air Compression (Backpressure)
Before escaping, air must be compressed by incoming molten metal. This creates resistance to metal flow, particularly critical in thin-wall or complex geometries.
2. Early Vent Closure
Once molten metal reaches and solidifies in the vent channel, evacuation stops immediately. Remaining air becomes trapped.
3. Turbulence-Related Entrapment
In high-speed HPDC, metal front instability can trap air internally before it reaches the vent.
4. Limited Internal Porosity Control
Chill vents primarily assist surface evacuation. Internal gas pockets in thicker sections may remain unaffected.
As structural requirements increase, passive venting alone may not consistently meet OEM quality benchmarks.
Vacuum-Assisted Die Casting: The Active Approach
Working Principle
Vacuum-assisted die casting actively extracts air from the die cavity before and during metal injection.Raga Vacuum system reduces cavity pressure to a controlled low absolute pressure level prior to metal entry. Unlike passive venting, vacuum does not rely solely on metal displacement — it pre-evacuates the cavity.
Engineering Benefits of Vacuum
1. Reduced Cavity Air Density
Lower absolute pressure inside the cavity reduces resistance to metal flow and improves filling stability.
(Important correction: Vacuum significantly reduces backpressure — it does not eliminate it completely.)
2. Significant Reduction in Gas Porosity
Vacuum improves structural density, making parts more suitable for:
- X-ray inspection
- Pressure leak testing
- Structural applications
3. Heat Treatment Compatibility
Gas porosity causes blistering during T6 solution treatment. Vacuum-cast components show substantially improved heat-treatment stability.
4. Improved Surface Integrity
Reduced trapped gas minimizes blistering and paint defects. For structural HPDC applications, vacuum has become an enabling technology rather than an optional upgrade.
| Feature | Chill Vents (Passive) | Vacuum Systems (Active) |
|---|---|---|
| Air Removal Method | Metal displaces air | Vacuum extracts air before filling |
| Backpressure | Present | Significantly reduced |
| Internal Porosity Control | Moderate | High |
| Thin Wall Capability | Limited | Strongly improved |
| T6 Heat Treatment Suitability | Risk of blistering | Suitable |
| Initial Investment | Low | Medium to High |
| Maintenance | Regular vent cleaning | Valve & seal servicing |
Vacuum-Assisted Die Casting Is Recommended If:
- Parts are structural or safety-critical
- X-ray or CT inspection is mandatory
- Pressure leak testing required
- T6/T7 heat treatment planned
- Scrap due to blowholes is high
- Targeting EV, aerospace, or high-end OEM supply
In modern structural production, vacuum is increasingly considered standard practice.
Spotlight: Raga UNO – Practical Vacuum Integration
For foundries upgrading from passive venting, Raga UNO offers a practical entry into vacuum-assisted die casting.
Key Features
- Designed for machines up to approximately 800T
- Standalone system with PLC interface capability
- Compact design suitable for retrofit installations
- Simplified operational interface
Raga UNO enables controlled vacuum integration without large-scale infrastructure changes.
Important Technical Clarification: Required Vacuum Levels
In HPDC applications:
- Cavity pressure is typically reduced to 80–200 mbar absolute for standard structural improvement
- High-integrity components may target lower pressures depending on die sealing efficiency
Achieving very deep vacuum levels without proper sealing yields limited benefit.
System performance depends on:
- Valve response time
- Cavity sealing quality
- Evacuation channel design
- Injection timing synchronization
Conclusion
Chill vents remain a viable solution for simple castings. However, as structural requirements tighten and OEM standards increase, passive venting approaches its performance limits.Vacuum-assisted die casting significantly enhances air evacuation, improves structural density, and supports heat-treatment capability.
The correct choice depends on part criticality, not just equipment cost.For foundries aiming to reduce gas porosity and meet modern structural benchmarks, vacuum technology provides a measurable technical advantage.
FAQ (Technically Refined)
Q1: Can chill vents and vacuum be used together?
Yes. Vacuum valves are often integrated into vent channels. This combines controlled evacuation with automatic metal shut-off functionality.
Q2: Does vacuum extend die life?
Indirectly, it may reduce required injection intensification in some applications, potentially lowering mechanical stress. However, die life is influenced more strongly by thermal management and lubrication control.
Q3: What vacuum level is sufficient?
Most structural improvements are visible when cavity pressure is reduced to 80–200 mbar absolute. Lower levels may be required for high-integrity castings, provided sealing is adequate.
Q4: Is Raga UNO compatible with older machines?
Yes. It is designed as a retrofit-friendly system and can integrate via PLC signals or limit switch activation.
Q5: Why do vacuum-cast parts still show porosity?
Vacuum reduces gas porosity but not shrinkage porosity.
Shrinkage defects require proper thermal control, overflow design, and solidification management. Combining vacuum evacuation with optimized cooling strategies delivers the most robust defect reduction.
{kind=link}