


Efficiency and flexibility makes Vacmax series, a uniquely acceptable vacuum system for die casting.
Two stage evacuation from shot sleeve & mold add high value in minimizing gas porosity.
Serves purpose & saves you tons of money.
Can be integrated to Vacuum Valves in the die casting Mold
Reduces other die casting defects apart from gas porosity.

| VACUUM TANK SIZE [l] | 250 500 800 1000 |
| VACUUM CHANNELS | 2 |
| VACUUM EVACUATIONS SECTIONS [mm2] | 2×500 2×800 |
| VACUUM PRESSURE IN TANK & CHANNELS | |
| VACUUM LEAK TEST | |
| CURVE PER CHANNEL DISPLAY | |
| ERROR DIAGNOSTICS & RECORDING | |
| DATA STORAGE & TRANSFER: MOLDS/ PRODUCTION | 16/200 |
| TOUCHSCREEN HMI | Mitsubishi 7″ |
| FOOTPRINT [m] | 1.6X.060 1.9X0.75 2.0X0.80 2.4X0.91 |
| DCM [t] | UP TO 600 UP TO 1400 UP TO 1800 UP TO 2000 |

The low cost vacuum system UNO welcomes you to the world of vacuum die casting.
Easy to use and maintain.
Plug & play machine serves up to 800 ton die casting machine.

| VACUUM TANK SIZE [l] | 300 |
| VACUUM CHANNELS | 1 |
| VACUUM EVACUATIONS SECTIONS [mm2] | 1×500 1×800 |
| VACUUM PRESSURE IN TANK & CHANNELS | |
| VACUUM LEAK TEST | |
| CURVE PER CHANNEL DISPLAY | |
| ERROR DIAGNOSTICS & RECORDING | |
| DATA STORAGE & TRANSFER: MOLDS/ PRODUCTION | 16/200 |
| TOUCHSCREEN HMI | Mitsubishi 7″ |
| FOOTPRINT [m] | 0.8X0.8 |
| DCM [t] | UP TO 800 |
 Vacuum die casting is a process used in the manufacturing industry to produce high-quality, complex metal parts. This technique involves the injection of molten metal into a mold or die under high pressure, with the additional application of a vacuum to remove air and gas from the mold cavity. Here are the key aspects and benefits of vacuum die casting:
Vacuum die casting is a process used in the manufacturing industry to produce high-quality, complex metal parts. This technique involves the injection of molten metal into a mold or die under high pressure, with the additional application of a vacuum to remove air and gas from the mold cavity. Here are the key aspects and benefits of vacuum die casting:
1. Mold Preparation: The die is pre-heated and coated with a lubricant to facilitate the removal of the cast part and to increase the life of the die.
2. Injection: Molten metal is injected into the die at high pressure. In vacuum die casting, a vacuum is applied to the die cavity just before and during the injection process.
3. Solidification: The molten metal cools and solidifies quickly within the die.
4. Ejection: Once the part has solidified, it is ejected from the die.
1. Reduced Porosity: The vacuum removes air and gas from the mold cavity, reducing the porosity in the final cast part. This leads to improved mechanical properties and surface finish.
2. Enhanced Mechanical Properties: Parts produced using vacuum die casting have better structural integrity and are stronger due to the reduced presence of internal voids.
3. Improved Surface Finish: The removal of air and gas results in a smoother surface finish, reducing the need for post-processing.
4. Complex Geometries: The process allows for the production of parts with complex geometries and thin walls that would be difficult to achieve with other casting methods.
5. Efficiency: Vacuum die casting can produce large quantities of parts quickly, making it suitable for mass production.
Vacuum die casting is widely used in various industries, including:
1. Automotive: Production of engine components, transmission parts, and other critical automotive parts.
2. Aerospace: Manufacturing of lightweight and strong components for aircraft.
3. Electronics: Production of parts for electronic devices where high precision and low porosity are essential.
4. Consumer Goods: Manufacturing of high-quality parts for appliances and other consumer products.
Common materials used in vacuum die casting include:
1. Aluminum
2. Magnesium
3. Zinc
4. Copper alloys
While vacuum die casting offers many advantages, there are also some limitations:
1. Cost: The initial setup cost, including the creation of the die and vacuum equipment, can be high.
2. Complexity: The process is more complex and requires more precise control compared to traditional die casting methods.
3. Material Limitations: Not all metals are suitable for vacuum die casting due to their melting points and properties.
Vacuum die casting is a highly effective method for producing high-quality, complex metal parts with excellent mechanical properties and surface finish. It is particularly valuable in industries where part integrity and performance are critical.
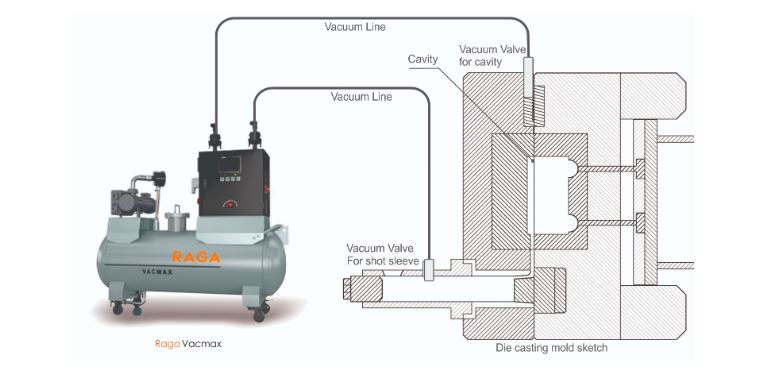
A vacuum system or Vaccum Technology in die casting refers to the equipment and technology used to create a vacuum in the cavity during the casting process. The vacuum system removes air and gasses from the mold cavity during filling, reducing the risk of defects in the final casting. The mold is sealed within the chamber, and the air is removed through channels and valves.
Benefits: The benefits of using a vacuum system in die casting include improved casting quality, reduced porosity, and improved mechanical properties of the finished casting. Additionally, the vacuum system allows for the casting of complex shapes with thin walls and intricate details, which would otherwise be difficult to achieve using conventional casting methods.
A vacuum system can also reduce casting cycle times and improve overall productivity.
Application: Vacuum systems can be used in a variety of die-casting processes, including high-pressure die casting, low-pressure die casting, and gravity die casting. However, the specific design and operation of the vacuum system may vary depending on the particular die-casting process and the requirements of the final product.
Here are some new developments in the vacuum technology field:
This involves vacuuming from both mold and shot sleeve. It shows a considerable reduction of gas porosity, especially in the gate area. It also improves shot velocity consistency by reducing resistance.
This is for critical and safety-sensitive castings that have very stringent porosity requirements. You need to maintain a vacuum of sub-50 millibar levels within the cavity. All points in the mold and leakage points must be sealed thoroughly for it to be effective.
Actuation of vacuum is required nearest to the mold for large die-casting machines. This reduces actuation time and losses in creating a vacuum. Some makers like Fondarex and Raga Group have come up with solutions for modular vacuuming. The modular or extension units are mounted on the platen. The units actuate vacuum and also take inputs through measurement of gas sucked.