
Facilitates high pressure water & air into thin channels and slender holes of core pins during casting process
Important part of the Jet cool system to reduce shrinkage porosities
Easy to Install & long life
Improved material and design gives higher life
Available in 4 variants & with quick delivery

Minimise mold breakdown and maintenance time using RAGA SPOT COOLERS
Standard options for customised needs keeps mold thermally balanced
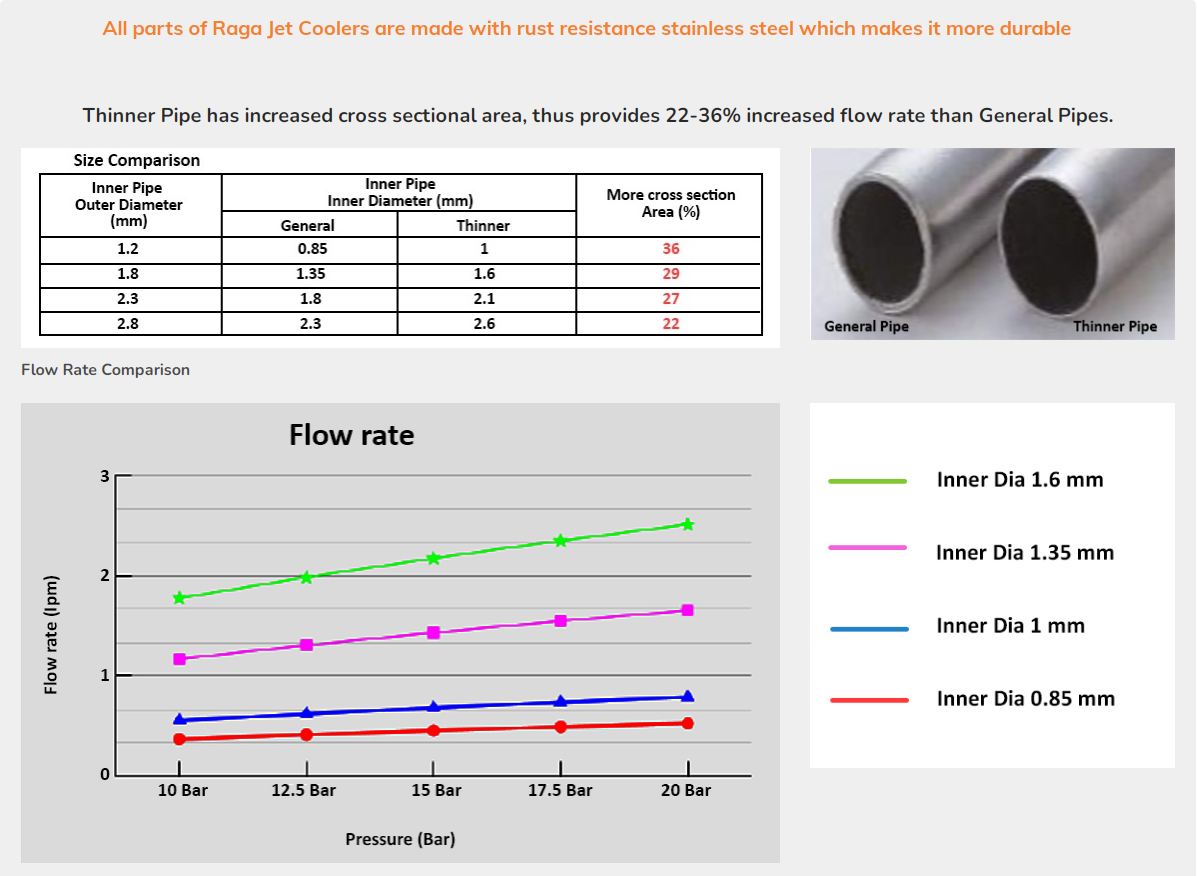
Stainless steel option gives high life against poor water quality
Easy installation for both thread type & O-ring types
Design ensures strength against breakage or bending
Options for rotatable head & hose connection gives flexiblity to use
Spot coolers, also known as cooling tubes, cooling baffles, or cooling nipples, are integral to optimizing die-casting processes by efficiently managing heat at specific locations. In the dynamic realm of die casting, where molten metal is injected into molds, precise temperature control is paramount for ensuring top-tier product quality and prolonged mold lifespan. Strategically placed cooling tubes serve as crucial components in this thermal management strategy, facilitating controlled heat extraction to prevent hot spots.
Designed to channel cooling fluids, be it water or specialized cooling agents, directly to targeted areas, these tubes play a pivotal role in rapidly dissipating excess heat generated during the casting process. This not only expedites solidification but also minimizes thermal stresses, bolstering the structural integrity of cast components. Employing spot coolers in die casting empowers manufacturers to achieve heightened production rates, reduce porosity, shorten cycle times, and elevate the overall consistency and quality of their final products, thereby enhancing the efficiency and cost-effectiveness of the die-casting operation.
Increased Life – Jet cooler is in direct contact with water. Stainless steel has more corrosion resistance than brass. So will withstand more than Brass.
Reduced maintenance – In jet cooler major issue is clogging, As stainless is less reactive than Brass So jet cooler with stainless steel body less frequently clogged or jammed
More efficient – Jet cooler body has thin wall thickness between outlet and inlet of water. Jet cooler body is also in direct contact with very hot mold. Stainless steel is low thermal conductor than brass. This prevents heat transfer from outlet of jet cooler to inlet of jet cooler. And this helps in maintaining the right water temperature at water purging.
Safety – Many brass grades contain lead upto 2% which is not health friendly.
Can you wait for 9 to 10 weeks for small parts like jet coolers?
Safe packaging & storage is extremely important for longer life and cooling efficiency.
Die caster or Mold maker needs jet coolers customized to their unique mold design. Jet cooler design depends on:
No MOQ is important to avoid wastage and cost
Life of a Spot cooler plays an important role in the mold downtime.
Raga spot cooler made with high corrosion resistance stainless steel and controlled welding process, give long life.
Who wants to pay huge air shipping bills?
With optimum quantities and regular business, FREE shipping is offered by RAGA. Save yourself money & hassles.
Higher Price of Spot coolers
Raga Spot coolers are cheaper than Japanese Spot cooler.
Spot cooler efficiency impacts casting rejection due to shrinkage porosity
Raga use best quality of child parts and welding which reduce leakage and improve efficiency.
No MOQ is important to avoid wastage and cost
Raga is offering no MOQ to order spot cooler.
Major cause of inefficient Spot Cooling and jet cool tube cost is:
Major cause of inefficient Jet Cooling and consumables cost is:













One of the biggest die casting groups having 35 plants worldwide had a customized requirement with the length of jet coolers used in their engine block molds. They needed jet coolers which were 1500mm long with an inner tube of Dia 1.8mm. The jet coolers had less life as compared to those which were below 600 mm long. On closer inspection, it was found that the expensive jet coolers had problems arising out of the way they were stored and handled.
Raga supplied these jet coolers in a special packaging so that they won’t get damaged during transit and storage. The client reported higher life of jet coolers and less wastage.
A die casting customer in the USA had reported frequent replacements of jet coolers in their molds.
The water quality in the plant used for jet cooling had higher hardness than recommended for jet cooling. This resulted in higher deposition of calcium and magnesium inside the jet coolers. And due to clogging and rusting, the jet coolers didn’t perform well.
Raga suggested using Industry’s first all Stainless Steel Jet coolers instead of Brass & SS combination to the customer. On trials the life increased by 23%.
One of the biggest die casting mold manufacturers in Taiwan had their mold deliveries delayed due to 8 to 10 weeks delivery lead time from their existing Jet cooler supplier.
Raga had a detailed discussion with the customer understanding their usage pattern in terms of types and sizes of jet coolers. The mold maker gave Raga an open Purchase Order defining prices as per Raga price list. Raga’s dispatch period of 2 to 3 weeks helped them dispatch their molds in time.
Our die casting customer in Spain working on a cost reduction project wanted to work on increasing the life of consumables including that of Jet Coolers. During the scheduled die maintenance of the molds, they were not checking the health of Jet Coolers.
Raga supplied them jet coolers with a detailed user manual. During the die maintenance, the customer has standardized checking of jet coolers and its maintenance. The overall consumption and cost of jet coolers has now reduced by 18%.
A die casting customer wanted to modify an existing die into one with jet cooling. The customer was facing high rejections in casted parts owing to pressure leakages.
Raga’s engineering team helped them convert existing core pins into jet cooled core pins and suggested them jet cooler types and dimensions looking into existing mold design. Jet cooling helped them save rejections by 8%.
One of the biggest engine making companies of Taiwan had a special requirement of Revolving head Spot cooler to work up to 8 Bar pressure for their engine block molds. With old Japanese made spot coolers, they were facing leakage issues after a short time. Japanese Revolving head Spot coolers are made for working pressure up to 5 Bar.
Raga supplied High pressure Rotating Head Spot coolers (SCT-H-R) whose working pressure was 8 Bars.The client reported higher life of Spot coolers and significant cost savings.
A die casting customer in Mexico had reported frequent replacements of Spot coolers in their molds.
The water quality in the plant used for Spot coolers had higher hardness. This resulted in higher deposition of calcium and magnesium inside the Spot coolers. And due to clogging and rusting, the Spot coolers didn’t perform well.
Raga suggested using all Stainless Steel Spot coolers instead of MS to the customer. On trials the life increased by 18%.
One of the biggest die casting mold manufacturers in Taiwan had their mold deliveries delayed. This was due to 8 to 10 weeks delivery lead time from their existing Spot cooler supplier.
Raga had a detailed discussion with the customer understanding their usage pattern in terms of types and sizes of Spot coolers. The mold maker gave Raga an open Purchase Order defining prices as per Raga price list. Raga’s dispatch period of 2 to 3 weeks helped them dispatch their molds in time.



